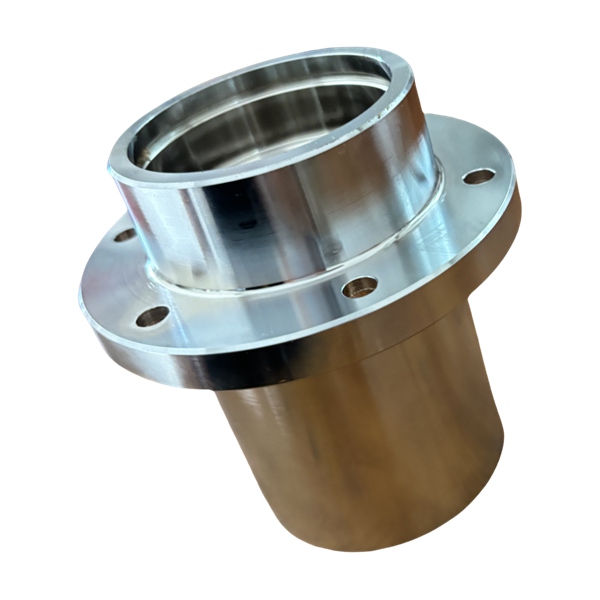
Custom deep drawing services are the manufacturing method of choice when industrial designs require seamless, thin-walled metal housings with complex geometries that cannot be efficiently produced by welding sheet metal components together. A deep drawn industrial housing eliminates weld seams, reducing the risk of leaks at sealed joints and eliminating the heat-affected zone degradation inherent in fusion welding. From battery enclosures for electric vehicles to protective housings for power distribution equipment and hydraulic reservoirs for industrial machinery, custom deep drawing services deliver structural integrity, dimensional precision, and material efficiency that stamped and welded assemblies struggle to match.
The Deep Drawing Process for Industrial Housing Production
Deep drawing is a sheet metal forming process in which a flat blank is clamped over a die cavity and forced through the die opening by a punch that pushes the metal into the cavity wall, drawing the blank progressively inward. The process redistributes material radially from the flange area toward the die cavity, creating a cup, shell, or rectangular housing geometry from a flat sheet. Custom deep drawing services for industrial housings may require multiple draw stages—each stage drawing the part to an intermediate depth until the final geometry is achieved—to control the material strain distribution and prevent thinning failures or wrinkling of the flange.

Draw Ratio and Successive Drawing Stages
The draw ratio—the ratio of the blank diameter to the finished part diameter—is the primary geometric parameter governing deep drawing process success. Single-action deep drawing services typically achieve draw ratios of 1.5:1 to 2.0:1 (a 6-inch diameter housing from a 9 to 12 inch blank) without excessive thinning or failure. For custom deep drawing services requiring draw ratios above 2.0:1, a redraw process in which the partially drawn cup is drawn again through a smaller die is required. Redrawing allows the material strain from the first draw to redistribute and reduces the effective draw ratio in each successive operation. Complex industrial housings may require three to five redraw stages to achieve the final geometry without exceeding the material's forming limit strain.
Blank Holder Force and Wrinkling Control
The blank holder—the pressure plate that clamps the flange during the draw stroke—applies a compressive force that prevents circumferential wrinkles from forming in the flange as the material is drawn inward. Blank holder force (BHF) in custom deep drawing services is typically set at 1 to 3 percent of the material's yield strength multiplied by the blank contact area, though the optimal BHF is determined empirically for each material-thickness-geometry combination. Too little BHF allows flange wrinkling; too much BHF causes excessive thinning at the punch nose radius and can cause splitting failures in industrial housings made from lower-ductility alloys.
Material Selection for Custom Deep Drawing Services
Material selection in custom deep drawing services is governed by the deep drawability of the alloy—the maximum draw ratio achievable without local necking or splitting—and by the functional requirements of the finished industrial housing. Deep drawability is primarily a function of the material's strain hardening exponent (n-value), yield strength, and total elongation. High n-value materials (above 0.20) exhibit excellent strain hardening that distributes strain uniformly across the drawn wall, preventing localized necking and enabling higher draw ratios than low-work-hardening alloys.
Aluminum Alloys for Lightweight Industrial Housings
Aluminum alloys are specified in custom deep drawing services for industrial housings where weight reduction and corrosion resistance are prioritized. Grade 3003-O aluminum offers excellent deep drawability with an n-value of approximately 0.11 and the highest elongation of the 3000 series, making it suitable for deep-drawn shells with complex geometries. For higher-strength applications, 3105-H25 and 5000-series aluminum alloys (5052, 5182) provide moderate strength with good drawability for automotive and appliance industrial housing applications. The limitation of aluminum in custom deep drawing services is its lower yield strength compared to steel, which requires thicker material specifications for equivalent structural load-bearing requirements.
Stainless Steel for Corrosion-Resistant Industrial Housings
Stainless steel in custom deep drawing services requires specialized process consideration due to its higher yield strength, greater strain hardening rate, and lower ductility compared to carbon steel or aluminum. Type 304 stainless steel deep drawing services frequently encounter galling between the blank and die surfaces, requiring lubrication with extreme pressure (EP) lubricants or molybdenum disulfide compounds throughout the draw cycle. For deep-drawn industrial housings requiring both corrosion resistance and high strength, Type 430 ferritic stainless steel offers superior deep drawability (lower yield strength, higher n-value) compared to austenitic grades while providing adequate corrosion resistance for indoor and mild outdoor environments.
Carbon Steel and Advanced High-Strength Steel (AHSS)
Carbon steel is the most widely used material in custom deep drawing services for industrial housings due to its combination of high ductility, low cost, and excellent strain hardening characteristics. DQSK (draw quality skin pass) carbon steel achieves the highest draw ratios and most consistent wall thickness distributions in custom deep drawing services due to its controlled yield strength, low earing tendency, and uniform mechanical properties across the sheet. Advanced high-strength steel (AHSS) grades—dual-phase (DP), transformation-induced plasticity (TRIP), and martensitic steels—present significant challenges in custom deep drawing services because their higher yield strengths and lower total elongations limit the maximum draw ratio achievable in each draw stage, requiring more draw stages and more sophisticated blank holder control than conventional carbon steel.
Tooling Design for Custom Deep Drawing Services
The tooling design determines the dimensional accuracy, surface finish, and material strain distribution achievable in custom deep drawing services. Die geometry—including punch radius, die radius, die cavity clearance, and draw bead configurations—must be designed to accommodate the material's springback behavior, thickness reduction limits, and flange wrinkling tendency for the specific industrial housing geometry.
Punch and Die Radius Design
The punch nose radius in custom deep drawing services directly determines the wall thickness distribution in the drawn shell. An insufficient punch radius (less than 4 times the material thickness) concentrates drawing stress at the nose radius, causing wall thinning and potential splitting. An excessively large punch radius reduces the compressive drawing stress in the cup wall, making flange wrinkling more likely. Best practice for custom deep drawing services specifies punch radius between 4 and 10 times the material thickness, with the specific value optimized empirically for the material grade and draw ratio of the industrial housing.
Clearance and Wall Thickness Control
Die cavity clearance—the gap between the punch and the die ring—determines the wall thickness of the drawn part. Custom deep drawing services typically set die clearance at 7 to 12 percent above the nominal material thickness to allow material to flow through the die without excessive thinning or binding. Too little clearance produces drawing stress above the material's limit strain, causing splitting; too much clearance reduces the compressive hoop stress in the wall that is essential for drawing the flange inward, promoting wrinkling. Dimensional control of clearance tolerances to ±0.001 inches in custom deep drawing services is necessary to maintain consistent wall thickness across production runs.
Dimensional Control and Quality Assurance
Custom deep drawing services for industrial housings must address three primary sources of dimensional variation: springback after draw release, thickness variation across the drawn wall, and ovality or out-of-round conditions in cylindrical housing geometries. Springback—the elastic recovery of the drawn part geometry after the punch retracts—varies by material and thickness and must be compensated by adjusting the tooling geometry to produce the correct final dimensions of the industrial housing as-drawn.
Conclusion
Custom deep drawing services produce industrial housings that are structurally superior to welded sheet metal assemblies, but the process demands rigorous engineering discipline in tooling design, material selection, and process parameter control. Draw ratio management, blank holder force optimization, and material flow control through successive draw stages are not intuitive—they require systematic process development for each unique housing geometry. Manufacturers who invest in proper tooling design and process qualification for custom deep drawing services consistently achieve dimensional control and production yield that justifies the tooling investment, while those who rely on trial-and-error approaches to deep drawing process setup frequently face dimensional instability, excessive scrap rates, and premature tool wear that erode the economic case for deep drawing over alternative forming methods.
Frequently Asked Questions
What is the maximum depth achievable in custom deep drawing services?
The maximum depth achievable in a single draw operation ranges from 0.5 to 1.0 times the housing diameter depending on material drawability. Complex industrial housings requiring greater depths are produced through multiple redraw stages using custom deep drawing services.
Which materials are most suitable for custom deep drawing services?
DQSK carbon steel, aluminum 3003-O, and Type 304 stainless steel are the most commonly deep-drawn materials in custom deep drawing services, providing the best combination of ductility, strain hardening, and surface finish quality.
How do custom deep drawing services handle wall thickness variation?
Custom deep drawing services control wall thickness by managing die clearance (typically 7-12% above nominal thickness), optimizing blank holder force, and selecting material with appropriate strain hardening characteristics for the target draw ratio.
Can custom deep drawing services produce rectangular industrial housings?
Yes. Rectangular and non-cylindrical industrial housings are commonly produced through custom deep drawing services using box-shaped die cavities, corner radius controls, and draw bead configurations that manage material flow in non-symmetric geometries.
References
1. Hosford, W.F. and Caddell, R.M., "Metal Forming: Mechanics and Metallurgy," 4th Edition, Cambridge University Press, Cambridge, 2011.
2. ASM Handbook Volume 14B: "Sheet Metal Forming," ASM International, Materials Park, 2005.
3. Lange, K., "Handbook of Metal Forming," 2nd Edition, McGraw-Hill, New York, 1985.
4. ASTM A620/A620M-17, "Standard Specification for Drawing Steel (DS), Type B," ASTM International, West Conshohocken, 2017.
5. Automotive Industry Action Group (AIAG), "Forming Limit Curve (FLC) Development Guidelines," AIAG, Southfield, 2017.
6. Wang, H., "Deep Drawing Process Design for Industrial Housing Applications," Journal of Materials Processing Technology, Vol. 139, No. 1-3, 2003, pp. 538-542.